

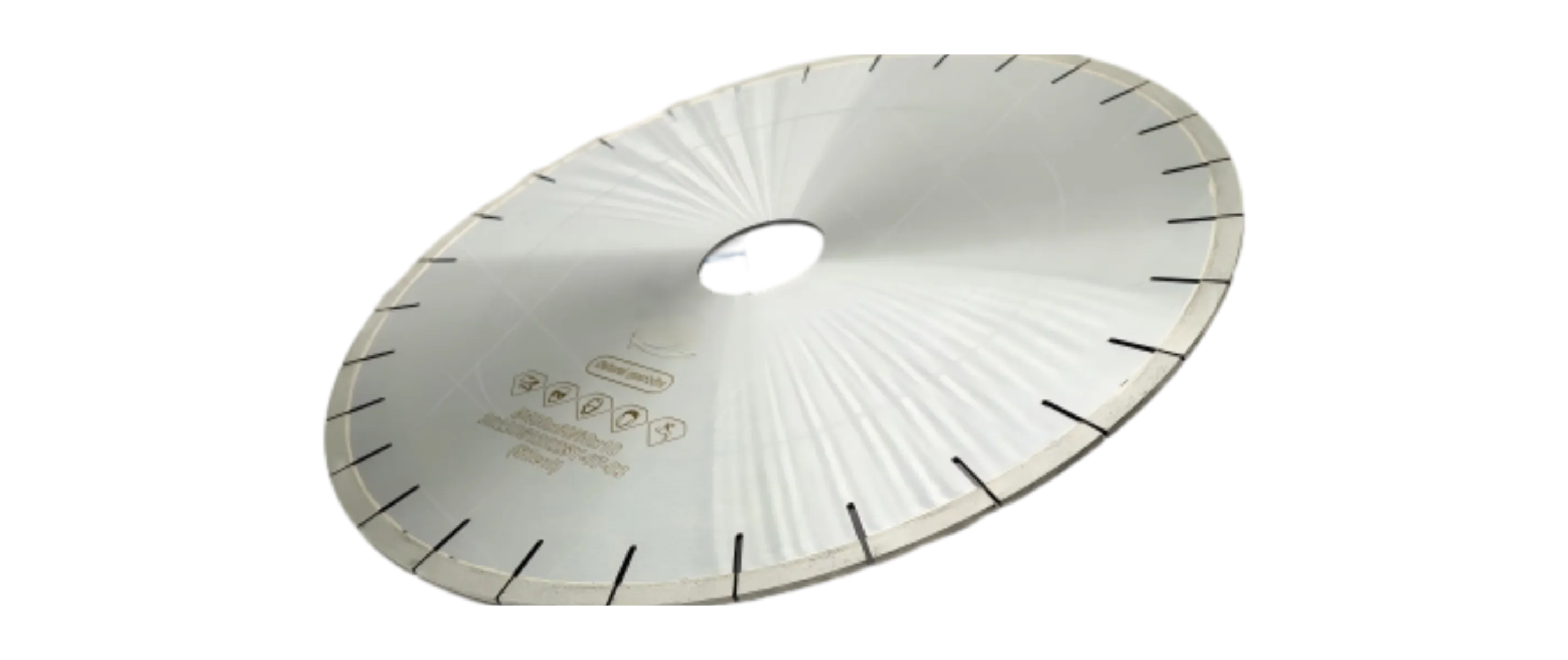









Sintered Diamond Saw Blade for Ceramic & Porcelain
Jun 20, 2025
Open Hours:8:30am-20:30pm
WhatsApp: +86 198-5901-3937







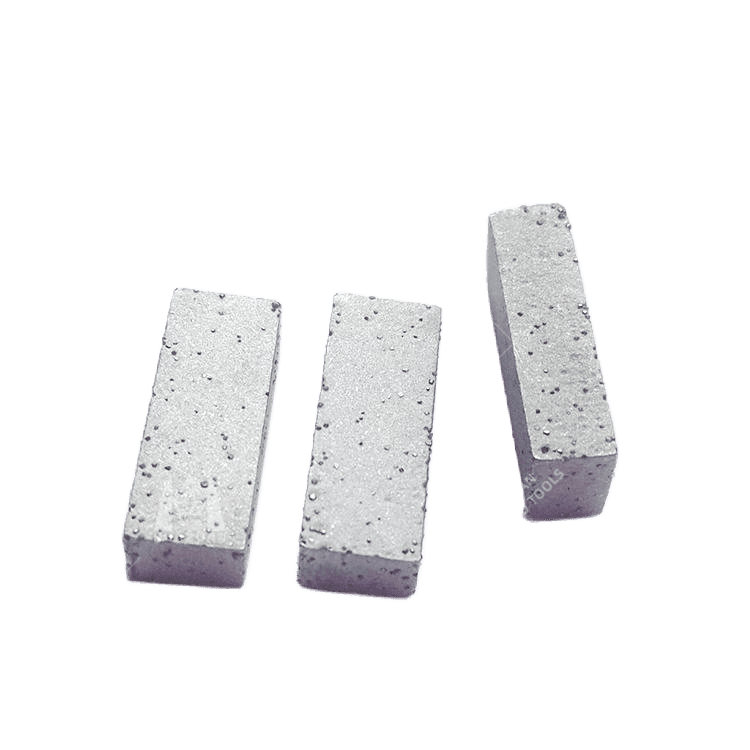
Diamond segments are the consumable cutting components sintered or welded onto saw blades, gang saw frames, and core drill bits. The correct segment specification — bond hardness, diamond grit, and segment profile — is determined by the stone's Mohs hardness and abrasiveness, not by the machine brand. The table below compares Dinosaw's four segment types by application parameters.
Product | Bond Type | Material Hardness (Mohs) | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Diamond Segment for Granite | Sintered metal bond (hard matrix) | 6–7 (hard: granite, quartzite, basalt) | Wet (required) | Circle saw, bridge saw, gang saw | High-output slab factory; granite circle saw blade re-tipping; bridge saw production line |
Marble Segment for Soft Stone | Sintered metal bond (soft/medium matrix) | 3–4 (marble, limestone, travertine, onyx) | Wet (preferred) | Circle saw, multi-blade saw | Marble slab factory; continuous large-format cutting; gang saw blade re-tipping |
Diamond Gangsaw Segment for Soft Stone | Sintered metal bond (soft matrix, copper-based) | 3–5 (marble, limestone, sandstone) | Wet (required) | Frame gang saw (multi-blade) | Block-to-slab production; high-volume marble and limestone slabbing |
Diamond Segment for Core Drill Bit | Sintered metal bond (matched to core bit diameter) | 4–7 (granite, marble, concrete, engineered stone) | Wet (preferred) / Dry (shallow only) | Core drilling machine, hand drill, CNC drilling machine | Core drill bit re-tipping; factory drilling machine consumable; replacement segments |
Notes on specification
Bond hardness is the single most important variable: a soft bond in hard stone exposes fresh diamonds continuously; a hard bond in soft stone retains diamonds until they glaze. Mismatching bond to material is the primary cause of premature segment wear and poor cut quality. Dinosaw supplies segments in custom formulations — contact our technical team with your stone type, blade diameter, and machine RPM to receive a matched specification.
Diamond saw blades differ from cutting discs in diameter, core thickness, and segment design. Saw blades are typically used on bridge saws, circle saws, and horizontal multi-blade saws where precise depth control and consistent kerf width are required. The table compares Dinosaw's six saw blade products by material and application.
Product | Bond / Segment Style | Material Hardness (Mohs) | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Diamond Saw Blade for Granite | Laser-welded sintered; segmented | 6–7 | Wet | Bridge saw, circle saw, CNC | Granite slab & tile cutting; countertop fabrication; high-feed-rate production lines |
Diamond Saw Blade for Marble | Sintered; continuous or fine segment | 3–4 | Wet | Bridge saw, circle saw | Marble slab cutting; decorative tile processing; low-vibration precision cuts |
Horizontal Diamond Saw Blade | Sintered; large diameter segmented | 5–7 | Wet | Horizontal multi-blade saw | Block squaring; kerbstone cutting; large-format granite and marble horizontal slicing |
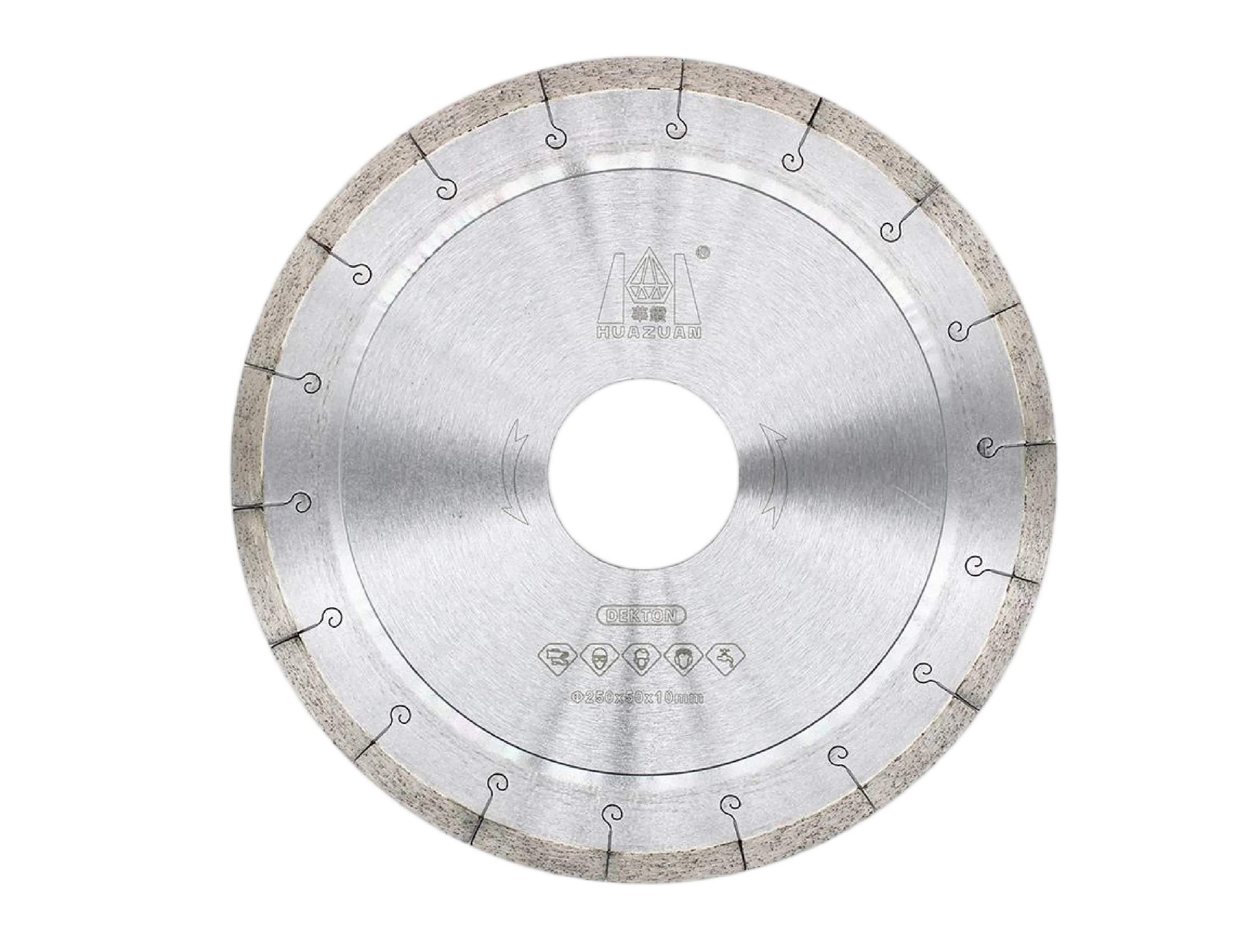
Diamond Saw Blade for Dekton & Sintered Stone | Vacuum-brazed / thin-kerf sintered | 7–9 (ultra-hard sintered ceramic) | Wet (mandatory, ≥8 L/min) | CNC bridge saw, precision table saw | Dekton, Neolith, Lapitec, sintered porcelain slabs; edge chipping prevention critical |
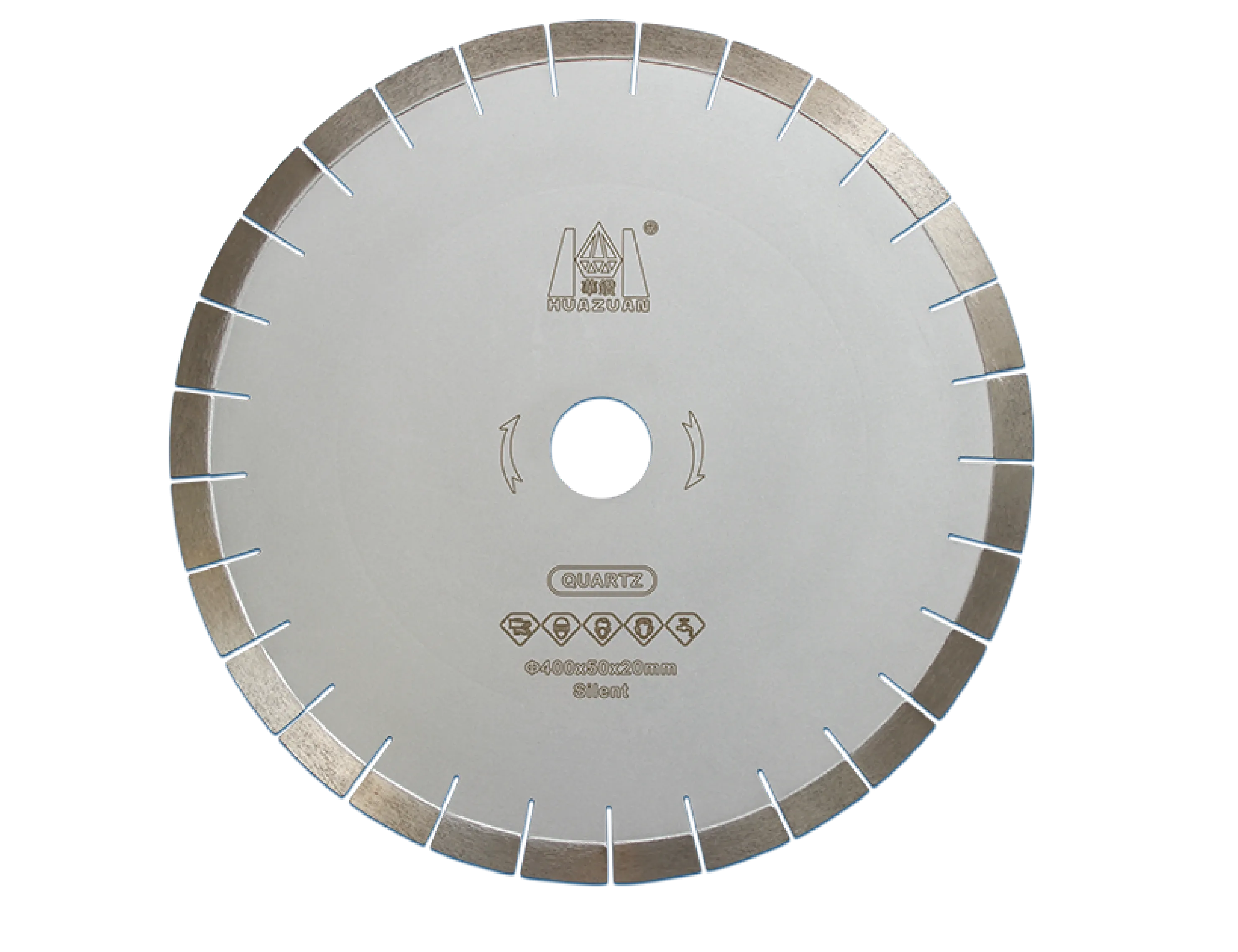
Quartz Diamond Saw Blade | Electroplated thin-kerf; chip control | 6–7 (quartz composite + resin binder) | Wet (continuous cooling) | CNC bridge saw, table saw | Engineered quartz countertop cutting; chip-free edge on resin-bonded surfaces |
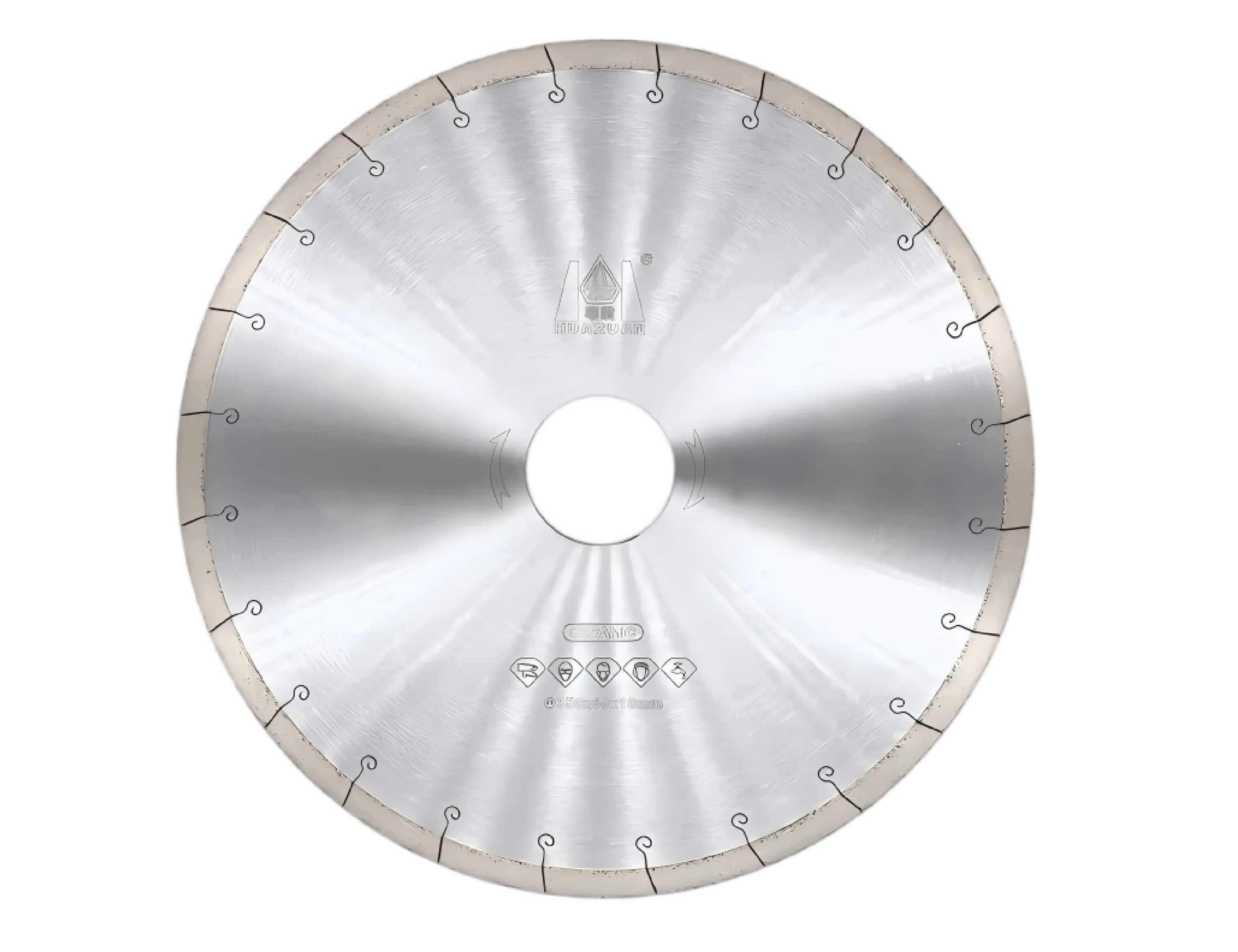
Sintered Diamond Saw Blade for Ceramic & Porcelain | Sintered fine-grit | 7–8 | Wet preferred / Dry (short runs) | Tile saw, angle grinder, bridge saw | Full-body porcelain tile; rectified tile; precision architectural ceramic panel cutting |
Notes on blade specification
Blade diameter must match the saw guard capacity — never exceed 80% of the guard diameter. Core thickness directly impacts kerf width and therefore material waste: a 3.0mm kerf on 1,000 cuts per day at 2,400mm blade length represents over 7 linear metres of stone lost as dust daily. Thin-kerf blades (2.0–2.5mm kerf) recover this waste but require higher machine rigidity and consistent coolant flow. All Dinosaw saw blades ship with matching segment specifications — do not substitute segments from a different manufacturer without confirming bond compatibility.
Cutting discs are angle-grinder and small table-saw format tools (typically 100–230mm diameter) distinguished from larger saw blades by their thinner profiles, lighter machines, and greater portability. The table compares Dinosaw's six disc products by application environment.
Product | Rim / Segment Style | Material Hardness (Mohs) | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Segmented Cutting Disc for Concrete & Masonry | Segmented rim | 4–6 (concrete, brick, block, stone) | Dry or Wet | Angle grinder, table saw, floor saw | General concrete cutting; demolition; masonry blockwork; construction site use |
Sintered Continuous Turbo Cutting Disc | Turbo continuous rim | 5–7 | Dry or Wet | Angle grinder, handheld saw | Granite and hard stone tile; fast general-purpose cutting with smooth finish |
Sintered Continuous Rim Cutting Disc for Tile | Continuous smooth rim | 6–8 | Wet (preferred) | Tile saw, angle grinder | Ceramic wall tile; glazed tile; chip-sensitive surfaces requiring clean edge |
Ultra-Thin Turbo Mesh Cutting Disc for Porcelain | Ultra-thin mesh turbo | 7–8 | Wet (preferred) | Angle grinder, tile saw | Full-body porcelain; thin-format tile (≤6mm); ultra-clean chip-free edge critical |
Sintered Bevel Turbo Segmented Cutting Disc | Bevel turbo segmented | 5–7 | Dry or Wet | Angle grinder | Fast material removal in granite, hard stone; debris clearance in confined cuts |
T-Type Segmented Cutting Disc | T-segment | 4–6 (concrete, asphalt) | Dry | Angle grinder, floor saw | Concrete floor cutting; road work; asphalt repair; debris-heavy environments |
Notes on disc selection
The primary decision between disc types is rim profile: segmented rims clear debris aggressively but leave a rougher edge; continuous rims produce clean, chip-free cuts but require wet cooling to prevent heat build-up; turbo rims balance both. For construction site use where wet cooling is impractical, segmented and T-segment discs handle dry cutting. For tile and porcelain in a workshop setting, continuous rim or ultra-thin mesh with water is always the correct choice.
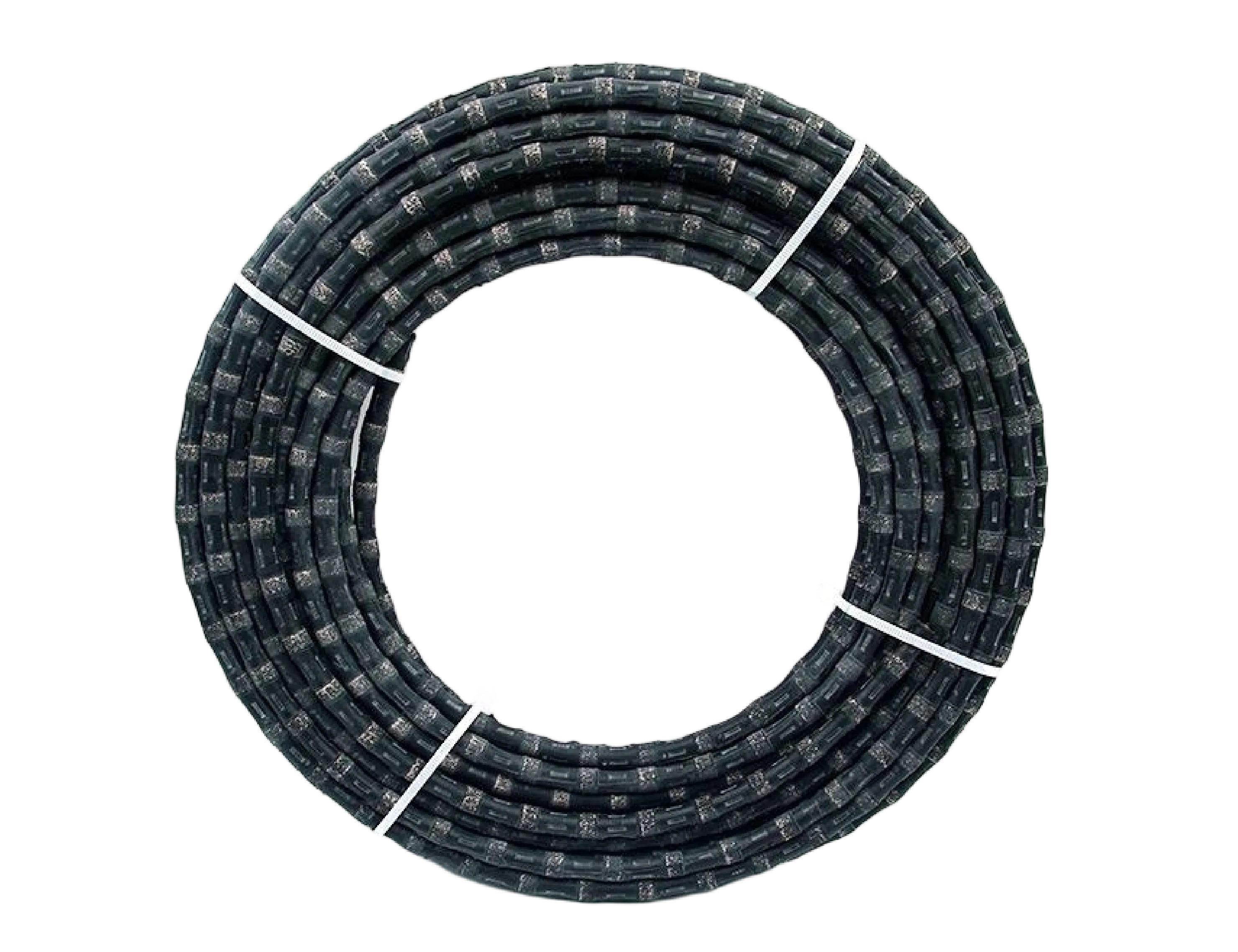
Diamond wire saws consist of a steel cable strung with diamond beads at regular intervals. They are the primary tool for large-format stone extraction and demolition cutting because they produce an extremely narrow kerf (0.5mm with 0.35mm wire), impose no structural vibration, and can cut unlimited depths and shapes. Wire selection depends on the material, the cutting machine, and whether the goal is dimensional stone production or demolition.
Product | Bead Bonding | Material Hardness (Mohs) | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Electroplated & Vacuum Brazed Diamond Wire Saw | Electroplated / vacuum brazed | 4–7 (marble, granite, limestone, engineered stone) | Wet | Wire saw machine, hand-held wire saw | Precision quarry contour cuts; small-radius curved cuts; shaped stone products |
Diamond Wire for Reinforced Concrete Cutting | Sintered metal bond with steel bead | Concrete + rebar | Wet | Hydraulic wire saw machine | Demolition; bridge and infrastructure cutting; nuclear decommissioning; concrete with rebar |
Diamond Wire Saw for Marble | Sintered soft bond; fine diamond distribution | 3–4 | Wet | Multi-wire saw machine, quarry wire saw | Marble block squaring; slab production; quarry extraction; luxury stone with minimal kerf loss (0.5mm) |
Diamond Wire Saw for Granite | Sintered hard bond; high diamond concentration | 6–7 | Wet | Multi-wire saw machine, quarry wire saw | Granite quarry bench cutting; block extraction; DTH-drilled hole-to-hole wire threading |
Notes on wire specification
Wire diameter, bead spacing, and bead bond hardness must be matched to the wire saw machine's flywheel diameter and operating speed. Dinosaw supplies wire in custom lengths with matched bead specifications for each machine model. For multi-wire saw machines (Dinosaw and third-party), wire diameter as low as 0.35mm is available for ultra-thin slab production — this is not interchangeable with standard quarry wire. Provide your machine model and target stone type when ordering.
Dinosaw supplies a single core drill bit product line (Stone Dry/Wet Core Bit) covering a wide range of diameters and two drilling modes. Rather than a model-versus-model comparison, the table below maps application scenarios to the correct configuration — bond type, drilling mode, and machine pairing.
Application | Material | Recommended Bond | Best Scenario |
|---|---|---|---|
Countertop holes (sink, faucet, fixture) | Granite, marble, quartz, engineered stone | Sintered (hard stone) / Resin-bond (soft stone) — wet | High-volume factory; CNC drilling machine; chip-free edge critical |
Core sampling & quarry guide holes | Granite, marble, basalt, limestone | Sintered hard bond; high diamond concentration | Paired with DTH drill rig or gantry drilling machine; geotechnical sampling |
Construction drilling (anchors, conduit, HVAC) | Reinforced concrete, block, brick | Sintered reinforced; steel bead for rebar | Site drill rig, hand drill; rebar penetration required |
Glass & specialty material drilling | Glass, ceramic tile, porcelain, engineered stone | Electroplated fine-grit / vacuum brazed | CNC machine or bench drill; low RPM + continuous water essential |
Notes on configuration
Core bit lifespan varies significantly by material hardness and cooling adequacy: marble and soft limestone — up to 1,200 linear metres per bit in well-configured factory conditions; hard granite — 200–500 linear metres. These are reference ranges only. Dinosaw offers a re-tipping service: worn core bits can be returned for segment replacement at lower cost than full bit replacement, which is relevant for high-volume factory operations running large-diameter bits.
This category contains tools for four distinct sub-processes in stone surface and edge finishing. The comparisons below are organised by sub-process rather than by product name, because selecting the right tool requires understanding where in the workflow it is used, not just its product label.
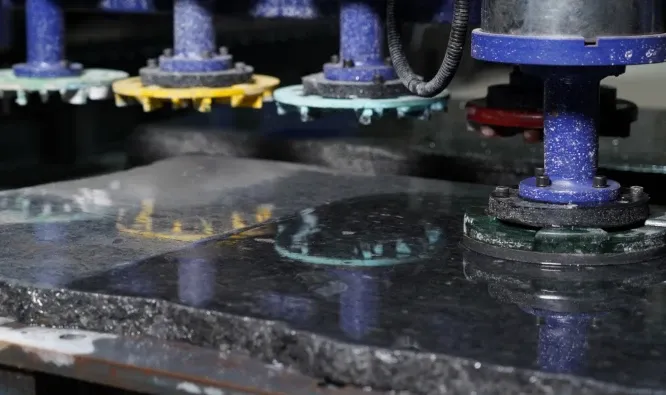
Surface grinding is the first stage after cutting — levelling thickness variation, removing saw marks, and preparing the surface for polishing. Tools used in continuous polishing lines or standalone grinding machines.
Product | Bond | Grit Range | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Diamond Cup Wheel | Metal bond | 16–120 grit | Wet or Dry | Angle grinder, floor grinder, edge machine | Slab surface levelling; floor flatness restoration; edge chamfering; epoxy coating removal |
Metal Bond Diamond Fickert | Metal bond | 24–120 grit | Wet | Continuous polishing line, auto-calibrating machine | High-volume slab calibration; granite surface grinding; pre-polishing stock removal |
Resin Bond Diamond Fickert | Resin bond | 120–400 grit | Wet | Continuous polishing line | Transition grinding between stock removal and polishing; scratch elimination on marble & granite slabs |
Metal Bond Diamond Frankfurt | Metal bond | 24–80 grit | Wet | Calibrating polishing machine | Marble and granite slab calibration; thickness normalisation before polishing sequence |
Magnesite & Synthetic Abrasives | Magnesite / synthetic compound | Medium–fine | Wet | Continuous polishing line | Marble brightening; intermediate polishing stage between grinding and final polish |
Metal/Resin Bond Grinding Disc | Metal or Resin bond | Coarse–medium | Wet or Dry | Angle grinder, surface grinder | Flat slab grinding; surface defect removal; pre-finishing before polishing sequence |
Polishing follows grinding and requires a systematic grit progression from coarse to fine. The standard 7-step ladder (50# → 100# → 200# → 400# → 800# → 1500# → 3000# + Buff) is used for mirror finishes on granite and marble. Abridged sequences (3-step, 5-step) are appropriate for softer stone or when pre-finished slabs require only final gloss refinement.
Product | Bond | Grit / Stage | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Diamond Polishing Pads (Resin Bond) | Resin bond | 50# → 3000# + Buff | Wet (preferred) or Dry | Handheld polisher, auto slab polisher, edge polisher | Full grit ladder for granite, marble, quartz; 7-step sequence for mirror finish; edge gloss work |
Resin Bond Diamond Frankfurt | Resin bond | 200–3000 grit | Wet | Continuous polishing line, auto machine | Final polish stages on marble and limestone slabs; gloss refinement on soft stone |
Polishing Disc | Resin bond | 400–3000 grit | Wet | Handheld polisher, bridge polisher | Surface gloss finishing; monument and tombstone polishing; small custom stone pieces |
Diamond Abrasive Antique Brush | Sintered flexible | Coarse–medium | Wet | Brushing machine, angle grinder | Antique/leather surface texture production on granite & marble; brushed finish for flooring and wall cladding |
Edge shaping tools create the profiles and cutouts that define the finished product — bullnose, ogee, bevel, waterfall edges on countertops; sink and basin cutouts; floor edge chamfers. These tools run on CNC routers, edge polishing machines, and angle grinders.
Product | Bond | Material | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Diamond Profiling Wheel | Sintered / brazed | Granite, marble, quartz, ceramic | Wet | Edge polishing machine, CNC router | Countertop edge profiles (bullnose, ogee, bevel, waterfall); automated production line profiling |
Diamond Router Bits | Sintered (hard stone) / Brazed (soft stone) | Granite, marble, quartz, glass, ceramic | Wet | CNC router, edge polisher, angle grinder | Edge profiling; seam dressing; groove cutting; 50× longer life vs carbide on granite |
Diamond Drum Wheel for CNC Sink Cutouts | Sintered | Granite, marble, engineered stone | Wet | CNC bridge saw, CNC router | Sink and basin cutout shaping; countertop cutout pre-profiling; CNC automated fabrication |
Diamond Finger Bit for Internal Cutouts | Sintered | Granite, marble, quartz, ceramic | Wet | CNC router, bridge saw | Faucet holes; internal corner rounding; cutout starts; replaces jig-saw for hard stone |
Engraving tools are used on CNC engraving machines for monument lettering, relief carving, 2D/3D decorative motifs, and custom design work. Bond selection — sintered for granite, brazed for marble — directly impacts line quality and tool life on detailed work.
Product | Bond | Material | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
CNC Diamond Carving Bit | Sintered fine-grit / vacuum brazed | Granite, marble, limestone, ceramic | Dry or Wet | CNC engraving machine | Monument lettering; relief carving; 2D/3D decorative motifs; tombstone engraving |
Diamond Router Bits | Vacuum brazed fine-grit | Marble, limestone, soft stone | Dry or Wet | CNC router, engraving machine | Intricate lettering grooves; architectural decorative detail; sculptural surface work on soft stone |






This category contains tools for four distinct sub-processes in stone surface and edge finishing. The comparisons below are organised by sub-process rather than by product name, because selecting the right tool requires understanding where in the workflow it is used, not just its product label.
Surface grinding is the first stage after cutting — levelling thickness variation, removing saw marks, and preparing the surface for polishing. Tools used in continuous polishing lines or standalone grinding machines.
Product | Bond | Grit Range | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Diamond Cup Wheel (Double-Row / Single-Row) | Metal bond | 16–120 grit | Wet or Dry | Angle grinder, floor grinder, edge machine | Slab surface levelling; floor flatness restoration; edge chamfering; epoxy coating removal |
Metal Bond Diamond Fickert | Metal bond | 24–120 grit | Wet | Continuous polishing line, auto-calibrating machine | High-volume slab calibration; granite surface grinding; pre-polishing stock removal |
Resin Bond Diamond Fickert | Resin bond | 120–400 grit | Wet | Continuous polishing line | Transition grinding between stock removal and polishing; scratch elimination on marble & granite slabs |
Metal Bond Diamond Frankfurt | Metal bond | 24–80 grit | Wet | Calibrating polishing machine | Marble and granite slab calibration; thickness normalisation before polishing sequence |
Magnesite & Synthetic Abrasives | Magnesite / synthetic compound | Medium–fine | Wet | Continuous polishing line | Marble brightening; intermediate polishing stage between grinding and final polish |
Metal/Resin Bond Grinding Disc | Metal or Resin bond | Coarse–medium | Wet or Dry | Angle grinder, surface grinder | Flat slab grinding; surface defect removal; pre-finishing before polishing sequence |
Polishing follows grinding and requires a systematic grit progression from coarse to fine. The standard 7-step ladder (50# → 100# → 200# → 400# → 800# → 1500# → 3000# + Buff) is used for mirror finishes on granite and marble. Abridged sequences (3-step, 5-step) are appropriate for softer stone or when pre-finished slabs require only final gloss refinement.
Product | Bond | Grit / Stage | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Diamond Polishing Pads (Resin Bond) | Resin bond | 50# → 3000# + Buff | Wet (preferred) or Dry | Handheld polisher, auto slab polisher, edge polisher | Full grit ladder for granite, marble, quartz; 7-step sequence for mirror finish; edge gloss work |
Resin Bond Diamond Frankfurt | Resin bond | 200–3000 grit | Wet | Continuous polishing line, auto machine | Final polish stages on marble and limestone slabs; gloss refinement on soft stone |
Polishing Disc | Resin bond | 400–3000 grit | Wet | Handheld polisher, bridge polisher | Surface gloss finishing; monument and tombstone polishing; small custom stone pieces |
Diamond Abrasive Antique Brush | Sintered flexible | Coarse–medium | Wet | Brushing machine, angle grinder | Antique/leather surface texture production on granite & marble; brushed finish for flooring and wall cladding |
Edge shaping tools create the profiles and cutouts that define the finished product — bullnose, ogee, bevel, waterfall edges on countertops; sink and basin cutouts; floor edge chamfers. These tools run on CNC routers, edge polishing machines, and angle grinders.
Product | Bond | Material | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
Diamond Profiling Wheel | Sintered / brazed | Granite, marble, quartz, ceramic | Wet | Edge polishing machine, CNC router | Countertop edge profiles (bullnose, ogee, bevel, waterfall); automated production line profiling |
Diamond Router Bits (Sintered / Brazed / Resin) | Sintered (hard stone) / Brazed (soft stone) | Granite, marble, quartz, glass, ceramic | Wet | CNC router, edge polisher, angle grinder | Edge profiling; seam dressing; groove cutting; 50× longer life vs carbide on granite |
Diamond Drum Wheel for CNC Sink Cutouts | Sintered | Granite, marble, engineered stone | Wet | CNC bridge saw, CNC router | Sink and basin cutout shaping; countertop cutout pre-profiling; CNC automated fabrication |
Diamond Finger Bit for Internal Cutouts | Sintered | Granite, marble, quartz, ceramic | Wet | CNC router, bridge saw | Faucet holes; internal corner rounding; cutout starts; replaces jig-saw for hard stone |
Engraving tools are used on CNC engraving machines for monument lettering, relief carving, 2D/3D decorative motifs, and custom design work. Bond selection — sintered for granite, brazed for marble — directly impacts line quality and tool life on detailed work.
Product | Bond | Material | Dry / Wet | Recommended Machine | Best Scenario |
|---|---|---|---|---|---|
CNC Diamond Carving Bit | Sintered fine-grit / vacuum brazed | Granite, marble, limestone, ceramic | Dry or Wet | CNC engraving machine | Monument lettering; relief carving; 2D/3D decorative motifs; tombstone engraving |
Diamond Router Bits (fine-grit brazed) | Vacuum brazed fine-grit | Marble, limestone, soft stone | Dry or Wet | CNC router, engraving machine | Intricate lettering grooves; architectural decorative detail; sculptural surface work on soft stone |
 English
English
Get A Easy Solution
Chat Online
Hi, this is Lizzy from Dinosaw ( Not a Robot ). Which Machine ( model ) do you want? Please WhatsApp us now
Hello 👋 How can we help?